Waarom veroorzaken metalen stempeldelen scheuren?
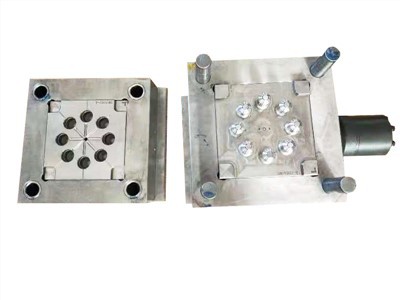
De veel voorkomende vormen van scheuren en scheeftrekken van metalen stempeldelen. Het stempelproces van de middelste beschermende oppervlaktebeugel is: stansen en ponsen-ponsen incisie-flensvorming-incisie-flensing. Er zijn veel vormen van scheuren en scheeftrekken tijdens het vormingsproces van de middelste beschermende oppervlaktebeugel. De scheurende delen worden voornamelijk verdeeld in het gatenpatroon van het werkstuk en de R-boog op de hoek van de zijwand en de kruising van de wandhals, enz., Als gevolg van stempelen en productie Het verschil in procesomstandigheden, het aandeel van elk gebroken onderdeel is anders. De scheur kan een eenmalig vormende scheur zijn, of een scheur die wordt veroorzaakt door de ontwikkeling van vermoeiingsscheuren, dat wil zeggen onzichtbare scheuren.
Redenanalyse: volgens de werkelijke situatie van de locatie, door de scheurpositie, breukvorm en mate van verplettering van het onderdeel te inspecteren, wordt aangenomen dat het scheur- en scheeftrekgedrag van het onderdeel voornamelijk wordt weerspiegeld in het flensvormingsproces. De redenen voor dit proces zijn als volgt:
1. De parameters van het vormingsproces zijn niet aanwezig. Tijdens het vormen van het onderdeel vereist het proces dat de matrijs, de perskern en de twee onderdelen nauw aan elkaar worden bevestigd, en de plastische vervorming van het plaatmateriaal wordt gedwongen wanneer de werktuigmachine naar beneden schuift. gevormd. Vanwege de nadelen, zoals de onstabiele kwaliteit van de geperste onderdelen, blijkt echter dat de druk van de werktuigmachine zich tijdens het productieproces in een ongebalanceerde staat van drukschommelingen bevindt. De belangrijkste reden is dat de verwerkingstechnici de druk van de werktuigmachine in dit stadium niet op tijd hebben aangepast aan de vereisten van de procesaanduiding, of de informatie over de stabiliteit van de machinedruk niet met elkaar hebben gecommuniceerd tijdens de overdracht van elke ploeg, wat resulteert in een slechte kwaliteit van de onderdelen. Stabiliseren.
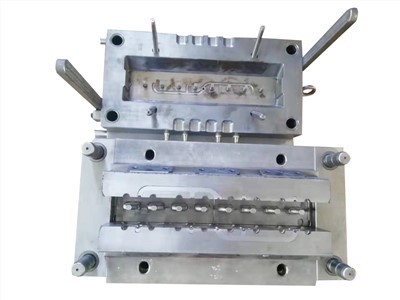
2. Gebreken in het ontwerp van de flensvormmatrijs. De mal wordt gedeeld voor het linker- en rechterdeel van een mal met twee holtes. Want de inhoud van dit proces is niet alleen de flens, maar ook de vormvormende inhoud. Bovendien zijn de onderdelen bijzonder complex, is het gebogen oppervlak smal en zijn de vormvereisten concaaf. De kern van het persmateriaal van de vorm is consistent met het vormoppervlak, enz., Wat resulteert in een grote vormslag van de toestand van de vormstructuur en een klein persgebied. In het oorspronkelijke ontwerp van de matrijs hield de ontwerper alleen rekening met het kenmerk van een klein stansoppervlak, maar negeerde hij de geleidende schuifslag van de stanskern.